字号:
A A A
关于大型压力容器
压力容器分为贮运容器、反应容器、换热容器和分离容器四大功能数十个种类,广泛地应用于石油、化工、机械、冶金、轻工、航空、航天、国防等工业生产领域。在化肥、炼油、化工、农药、医药和有机合成等行业,压力容器更是主要的生产设备,如:在年产 30 万吨的乙烯装置中,压力容器约占设备总量的 35%。以压力容器为主要生产设备的工业领域在国民经济中占有相当大的比重。
由于压力容器属于承压类特种设备,具有爆炸和泄漏的危险性。因此,压力容器在作用原理、形状、容器厚度、承压性质、工作温度、放置形式和制造材料,以及密封和各种静、动载荷或交变载荷,有些还有附加的机械或温度载荷情况下需要严格保证其产品质量。
故而,在容器外形尺寸、形状密封及配合公差方面,都有着极其严格的测量检测要求。
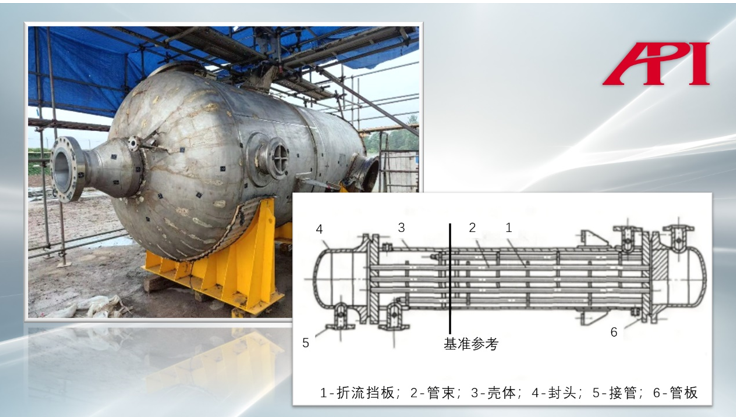
图1:大型压力容器及各位置示意图
大型压力容器测量需求和要点
如图1所示,制造中,采用焊接方式完成各部件装配,较难精确把控如:封头和接管间相互位置关系,故而需通过高精度三维测量检测手段,配合调整并加以验证,确保出品质量。大型压力容器的测量检测精度要求通常要达到0.2mm-0.3mm,有些适用于特种行业的压力容器的检测标准更高。
测量中,需着重关注以下部位间的各种形位公差关系,在大尺度范围内以高精度标准评估各项平面度、同轴度、位置度等关系以及进行形变分析:
1..壳体尺寸及形变;
2.管板和封头相对基准线位置;
3.接管位置及法兰平面度;
4. 各端口相对位置关系;
5. 焊接前基准参考端平面度。
API测量解决方案
Radian系列高精度激光跟踪仪结合便携式三维激光扫描仪的测量方案,可快速实现大型压力容器的高精度检测。
使用Radian激光跟踪仪快速确定测量基准,并建立参考框架,测量长距离部件特征;再结合使用三维扫描仪精细扫描局部型面,保证所有测量系统统一坐标系,兼顾尺寸和外形局部关键点测量。

图2:Radian激光跟踪仪(左)&主流手持式激光扫描仪(右)
针对以上方案,有两种较为常用的操作方式。
测量操作方式一:
第一步,请参考图3,将1.5 英寸标靶座稳固地设置于工件周围,可根据工件大小设置,每两组间隔大约6-8米,图3所示工件长24米,故设置4组,共8个靶座;
第二步,参考图3,使用激光跟踪仪进行定位,将 1.5 英寸标靶球放置于标靶座上,测量标靶球中心位置,建立整体的坐标系(注:操作时仅需一个靶球,测量完成一个位置后,移至下一个位置测量,图中仅为示范);

图3:靶座的布设及跟踪仪建立整体坐标系测量过程示意
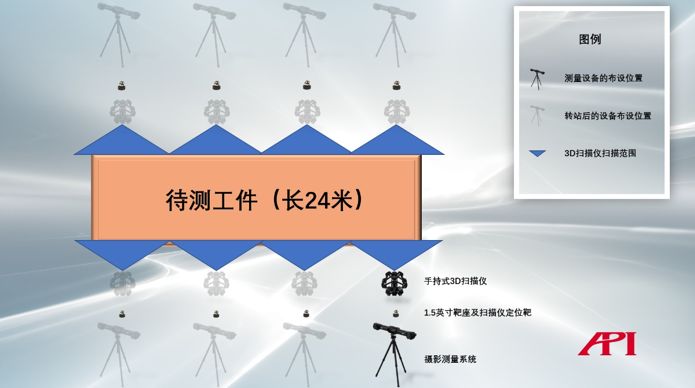
图4:扫描仪在跟踪仪整体坐标系下的应用示意
第三步,请参考图4,将三维扫描仪的 1.5 英寸标靶球放置于标靶座上,进行拍摄定位,(分成两组拍摄,同样仅仅需要1个靶座即可实现), 将每组获取的 4 个定位的坐标对齐到跟踪仪的整体坐标系下。
关于坐标系对齐:跟踪仪与三维扫描仪的标靶均为1.5 英寸,所以其中心点为同一位置,最终可通过一键式命令统一坐标系。
测量操作方式二:
第一步,通过高精度激光跟踪仪测量前后及侧面法兰端孔位,并建立坐标系;
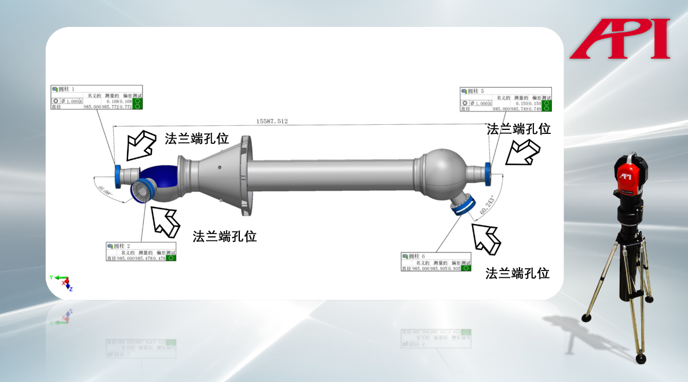
图5:压力容器法兰端孔位示意
第二步,使用三维激光扫描仪分别对前后和侧面法兰端采集三个孔位,再以激光跟踪仪测量的孔位为基准,将扫描数据对齐至该坐标系下,即可将探测数据和扫描数据统一至同一坐标系。
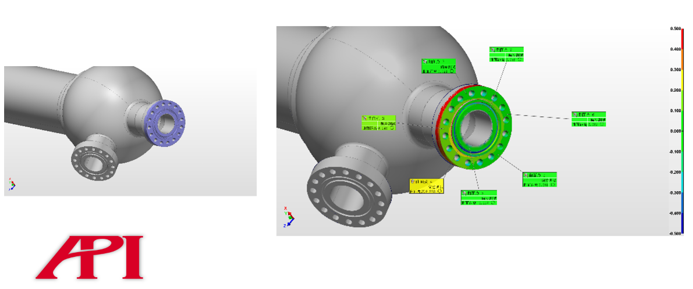
图6:扫描仪扫描定位及测量位置(左)&数据报告(右)
测量中,不仅可以通过跟踪仪快速采集被测件信息,也可通过扫描仪统一坐标系后,对各局部型面变形实施快速分析。
方案优势
特征&关键词:空间几何测量、空间几何形位公差分析、大尺寸高精度框架定位、装配调整。
1、Radian系列激光跟踪仪可在复杂工况下对大尺寸高精度工件空间类几何关系进行快速检测,并为后续精细化局部测量提供高精度框架依据;
2、Radian内置的Autolock自动接光功能,在发生断光时,可自动快速搜索锁定靶球,并连续以1000点/秒的测量速率实时进行快速数据采集,精确比对分析。Autolock主动视觉模块提供超过30°的视场角,支持在较大范围自由移动测量;
3、本案例不仅能在成品测量中提供有效的修正数据支持,也可在焊接组装过程,提供高效调整的依据,避免后续次品返修,极大节省生产周期和成本。
结论
API品牌的Radian系列激光跟踪仪,以超高的精度(微米级别,μm,0.001mm),为各大型工件和系统提供了便捷、高效的动态测量及实时调整指导解决方案,为客户在生产及交付过程中大幅缩短了压力容器各系统部件位置关系的调试焊装时间,让生产和时间成本得到了有效控制,为工程整体进度的顺利实施提供了强有力的保障。

扫一扫关注
力丰集团 官方微信公众号



