产品世界
丝锥系列

产品介绍
随着加工技术的不断发展,OSG在攻丝方面的解决方案也有所提升。无论是技术经验还是产品,丝锥都占据世界第一的位置。螺旋槽丝锥:盲孔加工用/卷曲切屑
刃倾角丝锥:通孔加工用/卷曲切屑
手动丝锥:盲孔、通孔加工用/高硬度材料/粉末切屑
挤压丝锥:盲孔、通孔加工/适用于延展性好的材料
管用丝锥:能满足各种标准的内部螺纹加工
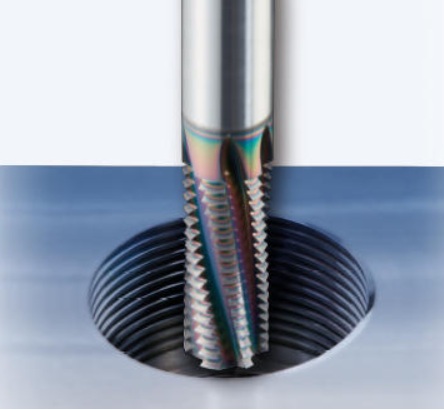
螺纹铣刀:使用螺旋铣削产生内部和外部的螺纹
铣刀系列

产品介绍
OSG为某些产业提供最佳的切削刀具,
并为每个铣削案件提供解决方案。
平头铣刀:广泛的工具材料(如金属陶瓷、CBN、金刚石等),刃数最多可达8刃
粗加工用铣刀:切削锥的特殊波状刃型可以降低振动。
球头铣刀:多种形状可对应广泛的加工材料,实现高信赖性加工
圆弧角铣刀:适用于各种加工情况(粗加工和精加工)
锥形铣刀:用于加工交叉角表面
细菱纹铣刀:加工复合材料的最佳刀具。可提供DIA涂层式样。
倒角铣刀:用于去除毛刺、锪孔和倒角加工
陶瓷铣刀:用于高效率耐热粗加工
异形工具:精加工用异形工具VU-TBR铣刀
钻头系列

产品介绍
具有高精度和高性能的钻头解决方案,能带来最好的生产效率。
短刃型钻头(2D-4D)孔加工用钻头。
中等刃型钻头(5D-8D)标准长度钻头,适用于各种加工材料。
长刃型钻头(10D-50D)深孔加工用钻头,可稳定排屑,实现高效率加工。
极小径钻头直径只有0.02毫米,适用于精密微型孔的加工
内冷油孔型钻头内冷的设计适用于高速加工,并且能实现工具长寿命。
倒角刀同时也可以用作定位钻,也被称为“起始钻”
铰刀精加工钻孔用刀
可转位刀具系列

产品介绍
全面完整的产品系列能应对不同的加工要求
面铣刀:4角面铣刀PAS和8角面铣刀PAO
方肩铣刀:6角方肩铣刀PSTW,4角方肩铣刀PSF和一般肩铣刀PSE
球头铣刀:精加工用球头铣刀PFB
圆弧角铣刀:精加工用圆弧角铣刀PFR、高进给圆弧角铣刀PDR/PHC、圆刀片铣刀PRC
钻头:刀片交换式钻头PD/PHP,刀头交换式钻头PXD
可换头式铣刀:PXM可换头的式样很多,包括平头形、圆弧
异形工具:精加工用桶型刀片PFB-BR,精加工用仿形刀片PFB-LZ
螺纹铣刀系列
产品介绍
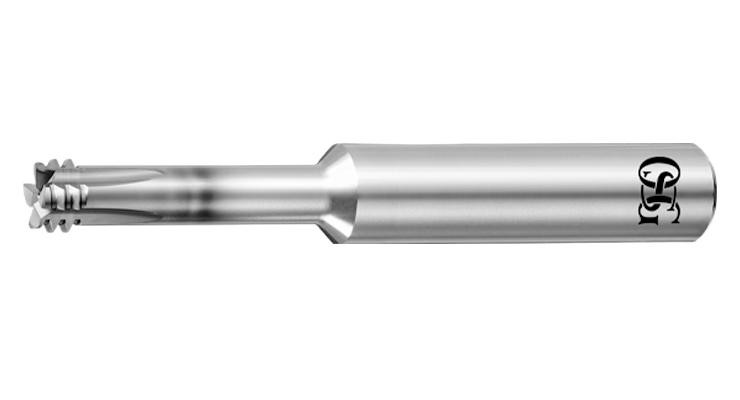
优秀的螺纹铣刀产品和辅助工具即使在具有挑战性的加工条件下也能加工出完美的螺纹。
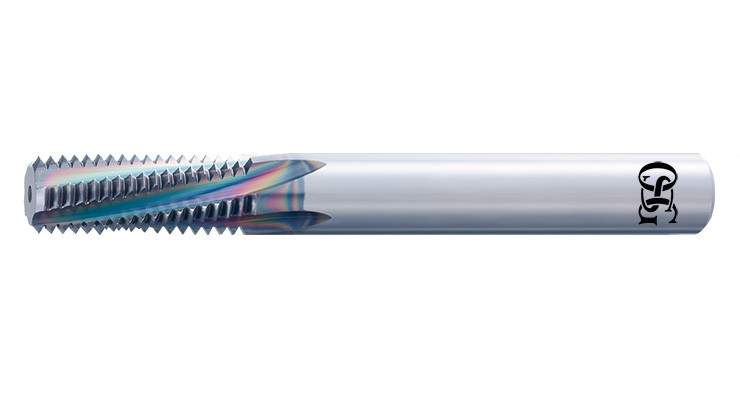
AT-1:创新性一次成型螺纹铣刀用于高质量螺纹加工。防止切削让刀,使原有的2次切削加工变成1次成为可能,缩短加工时间。
高硬度钢用带底刃螺纹铣刀AT-2:AT-2高硬度钢用带底刃螺纹铣刀是高难度高硬度钢加工应用的理想选择。
非铁金属用带底刃高效率螺纹铣刀AT-2 R-SPEC:高效螺纹铣刀AT-2 R-SPEC(ThreadRacer)的设计,通过其连续的螺旋切削能力,将螺旋钻孔和螺纹铣孔合二为一,极大地缩短了非铁金属的加工时间,例如铝合金加工
非铁 · 耐热合金用螺纹铣刀:WX-PNC:30°的螺旋槽可减少振动。 我们采用OSG硬质合金基材中最硬的材料,实现高耐久性。
小径螺纹铣刀:WH-VM-PNC:可加工M1至M5小直径内螺纹。 通过优化的螺纹形状,可以最大限度地减少机床和刀具上的切削负荷。
可转刀片型螺纹铣刀:一个刀柄可以匹配各种尺寸的刀片。适用于需要工艺较少的工件,即使悬长较长也能实现最小偏差,从而实现高质量的螺纹铣削。
滚造工具系列
产品介绍
OSG我们以制造丝锥的质量标准,为客户提供度身定制的滚造工具加工解决方案。
滚造工具适用于复制加工螺栓。
DP搓丝板T-DP自攻螺丝用搓丝板:搓丝板的工作原理是通过冷轧的方式加工形成外螺纹。
TR滚丝轮:环形滚丝轮可用于纵向和横向两种加工方式,
RCDRSD旋转式滚丝轮:是由精密的月牙形滚丝轮和圆形滚丝轮所组成。在螺纹长度容许的情况下,可以重新设置滚丝轮的加工条件。
RF搓齿板:可以消除加工安装中需要进行的机械调整。
TMD六边冲头:可以除去冷轧加工时,螺栓外部六方头部所产生的毛刺。
RD板牙:通常适用于加工螺栓,但是TR滚丝轮适用于加工螺母。
该系列OSG都能根据客户的要求进行定制。
再研磨服务
产品介绍
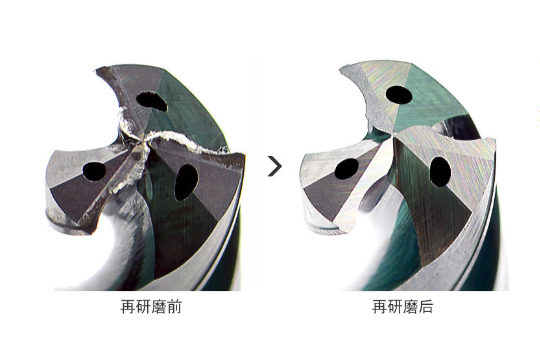
再研磨可以使已经磨损的刀具恢复生命。
利用多年积累的技术知识,OSG将会根据您的实际加工应用进行刀具再研磨,最后将加工完成的刀具送还给您。
圆弧角铣刀

产品介绍
精加工用圆弧角铣刀PFR、高进给圆弧角铣刀PDR/PHC、圆刀片铣刀PRC
“DUARISE”涂层具有出色的润滑性、耐磨损性、高温耐氧化性。
锋利的正前角刃型降低了切削阻力。
新型排屑槽设计具有出色排屑性。
不等导程设计有效抑制振动。
直角型:无切削残余的直角加工。
球头铣刀

产品介绍
精加工用球头铣刀PFB
新开发的DUROREY涂层,可以优化高硬度钢铣削优异的耐热性和高韧性!
大螺旋设计降低切削阻力,实现稳定的长寿命加工。
中心部2刃设计确保排屑槽,抑制切屑堵塞。
优良的球头R精度。
不等分割刃型抑制振动。
方肩铣刀

产品介绍
6角方肩铣刀PSTW,4角方肩铣刀PSF和一般肩铣刀PSE
具有高刚性的前倾角几何设计。
经济性的刀片式样,刀片的每面均有3角,共6角。
刀体部分专为高效率加工而设计。
切深量可达12mm。
面铣刀

产品介绍
4角面铣刀PAS和8角面铣刀PAO
用铝制作刀体实现了超轻化刀体。
多刃式样配合采用修光刃的标准刀片即使是在高进给的加工下也能获得良好的精加工面。
可再研磨,具有高性价比。
φ160 的标准内径为φ25.4、27。
零件数少,方便刀具管理及装卸。
铰刀

产品介绍
精加工钻孔用刀
通过采用EdiAs图层,可实现耐磨性,提高韧性。
ADF可在各中应用中实现一步钻削,可用于倾斜面和曲面的钻孔加工等多种用途。
倒角刀

产品介绍
同时也可以用作定位钻,也被称为“起始钻”
具有高耐磨性和韧性的EgiAs涂层。
锋利的切削刃形状。
能确保稳定一致的刀具寿命。
内冷油孔型钻头

产品介绍
内冷的设计适用于高速加工,并且能实现工具长寿命。
在加工不锈钢和钛合金时,加工硬化、熔融、切屑延伸和导热性差是常见的问题。
硬质合金钻头系列ADO-SUS采用了特殊的内冷油孔形状和刀具几何造型能有效的加工难加工材料。
极小径钻头

产品介绍
ADO-MICRO特殊油孔与沟槽设计可以实现稳定高效的小径深孔加工。
即使是深孔也能进行无阶梯式加工,实现高效率加工,相比传统的阶梯式钻孔,提高约9倍的加工效率。
直径只有0.02毫米,适用于精密微型孔的加工。
长刃型钻头(10D-50D)

产品介绍
1 R型月牙槽实现低阻力和卓越的切屑稳定性。
2 新型沟槽式样兼具超深孔加工用中顺畅的排屑性和工具刚性。
3 高刚性的25°螺旋角。
深孔加工用钻头,可稳定排屑,实现高效率加工。
中等刃型钻头(5D-8D)

产品介绍
标准长度钻头,适用于各种加工材料。
1可实现与2刃相媲美的低阻力与稳定生成细小分断切屑的R 型月牙槽。
2 可顺畅排屑的宽容斜槽。
3 高耐久的EgiAs涂层。
面对各种材料都能稳定高效的加工。
短刃型钻头(2D-4D)

产品介绍
高耐磨损性·优化韧性的EgiAs涂层满足加工深度的式样。
提高排屑性的宽容屑槽,可细小分断切屑的波纹刃型
采用中间刃带设计,提高深孔加工时的稳定性
非标量规

产品介绍
非标量规
非标量规可用于直角,深孔等检测。欲知更多详情,请就近联系我司销售人员。
标准量规(PG-M,RG-M)

产品介绍
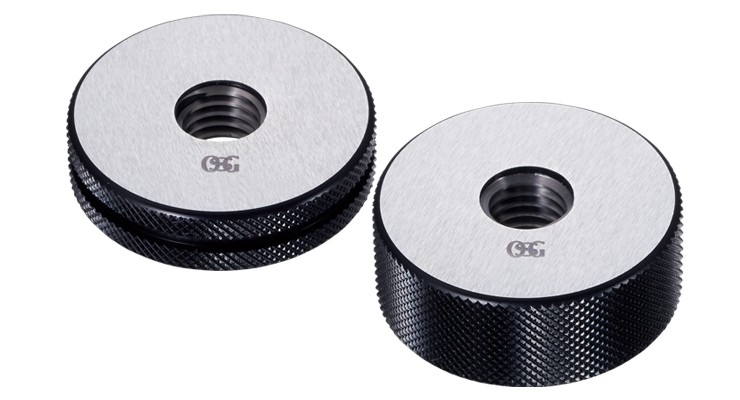
标准量规(PG-M,RG-M)
标准量规是按照测定器的尺寸而设定的,或用于基本尺寸的点检管理。标准量规包括塞规和环规,并不直接用于检测产品。量规可根据客户需求定制。
摩擦点检规(LCG)

产品介绍
摩擦点检规(LCG)
用于检查极限螺纹环规(LG)的工具,检查环规是否超过规定的摩擦极限。
极限圆柱量规(PG,RG)

产品介绍
极限圆柱量规(PG,RG)
也被称为塞规,是用于检测内螺纹和外螺纹的尺寸。量规接受非标定制。
标准螺纹量规SG

产品介绍
标准螺纹量规SG
标准螺纹量规是严格按照基准牙型和基准尺寸所制作的。一套量规由塞规和止规组成,可以用于标准规格的检测,也可以直接用于检测螺栓和螺母。
锥管螺纹量规TG

产品介绍
锥管螺纹量规TG
用于检测锥管螺纹(R·PT)。在端面上有一个切口,锥管外螺纹的端面必须进入锥管纹环规小径侧面的切口,才能判定螺纹合格。并且还安装了3-4级的切口。
极限螺纹量规LG
产品介绍
极限螺纹量规LG
外螺纹检测用,一套量规由塞规和量规两部分组成。通规必须顺畅地通过被检测螺纹的有效螺纹长度,止规必须在旋转2周之内停住。该量规也可以用于检测惠氏螺纹
极限螺纹塞规LG

产品介绍
极限螺纹塞规LG
内螺纹检测用,一套量规由塞规和量规两部分组成。通规必须顺畅地通过被检测螺纹的有效螺纹长度,止规必须在旋转2周之内停住。该量规也可以用于检测惠氏螺纹。
可转刀片型螺纹铣刀

产品介绍
可转刀片型螺纹铣刀
一个刀柄可以匹配各种尺寸的刀片。适用于需要工艺较少的工件,即使悬长较长也能实现最小偏差,从而实现高质量的螺纹铣削。
小径螺纹铣刀

产品介绍
小径螺纹铣刀
WH-VM-PNC:可加工M1至M5小直径内螺纹。 通过优化的螺纹形状,可以最大限度地减少机床和刀具上的切削负荷。
非铁 · 耐热合金用螺纹铣刀

产品介绍
非铁 · 耐热合金用螺纹铣刀
WX-PNC:30°的螺旋槽可减少振动。 我们采用OSG硬质合金基材中最硬的材料,实现高耐久性。
高硬度钢用带底刃螺纹铣刀AT-2

产品介绍
高硬度钢用带底刃螺纹铣刀AT-2
AT-2高硬度钢用带底刃螺纹铣刀是高难度高非铁金属用带底刃高效率螺纹铣刀AT-2 R-SPEC
高效螺纹铣刀AT-2 R-SPEC(ThreadRacer)的设计,通过其连续的螺旋切削能力,将螺旋钻孔和螺纹铣孔合二为一,极大地缩短了非铁金属的加工时间,例如铝合金加工硬度钢加工应用的理想选择。
高硬度钢用带底刃螺纹铣刀AT-2
产品介绍
高硬度钢用带底刃螺纹铣刀AT-2
AT-2高硬度钢用带底刃螺纹铣刀是高难度高硬度钢加工应用的理想选择。
AT-1
产品介绍
AT-1
创新性一次成型螺纹铣刀用于高质量螺纹加工。防止切削让刀,使原有的2次切削加工变成1次成为可能,缩短加工时间。
异形工具

产品介绍
精加工用异形工具VU-TBR铣刀
有效切削宽度更大,高效精加工(切削路径高度相同时,例 0.003mm)
出色的加工表面质量(有效切削宽度相同时,例 0.5mm)
加工步距设定为以往产品的2倍。
加工效率约提高30%,两垂直倾斜面的精加工面极为良好。
陶瓷铣刀

产品介绍
用于高效率耐热粗加工
即使在高温环境下也能高速加工的陶瓷材料,实现超越硬质合金铣刀的高效率粗加工。
降低加工中的折损率,不受加工机械的最大转速限制,可达到最佳的切削速度。
倒角铣刀

产品介绍
用于去除毛刺、锪孔和倒角加工。
可进行孔加工前的定心加工和孔倒角加工,提高位置精度,防止螺纹头拧紧加工时端面的翘曲,以去除孔加工过程中产生的毛刺效果。
粗加工用铣刀

产品介绍
1 不等分割设计。
2 低切削阻力。
3 WXL涂层可在各种材料和加工环境中实现刀具长寿命。
全面的产品尺寸适应各种应用。
切削锥的特殊波状刃型可以降低振动
平头铣刀

产品介绍
广泛的工具材料如金属陶瓷、CBN、金刚石等,刃数最多可达8刃
硬质合金抗振铣刀系列适用于不锈钢、碳钢与合金钢、钛合金、镍基合金等材料。短刃型AE-VMS采用特殊排屑槽设计具有出色排屑性和刀具刚性,可实现稳定加工并抑制毛刺产生。新增圆弧角型,适合各种应用和行业,例如汽车和航空航天。此外,AE-VMS系列还新增了用于直角铣削加工用的直角型满足广泛加工需求。
管用丝锥

产品介绍
1 锋利的切削刃能实现稳定的切屑形状。
2 采用不等导程的槽型设计,能实现良好的排屑性。
适用于广泛的加工条件和加工材料。
适用于从手动钻床到先进的CNC加工中心的各种不同类型的加工设备。
新一代攻丝刀柄(SynchroMaster)可以大限度地提高A-TAP的刀具性能。
能满足各种标准的内部螺纹加工
挤压丝锥

产品介绍
1 采用了特殊的螺纹式样,能减低加工时产生的热量。
2 采用了高耐磨损性的V涂层。
可应对35HRC的高硬度材料。
可应对M45的大径螺纹加工。
全新同步进给大师-丝锥刀柄可以优化您的XPF加工性能。
盲孔、通孔加工/适用于延展性好的材料
手动丝锥

产品介绍
硬质合金A-TAP 面对铸铁和铝合金也能实现高速攻丝。
更大的油孔式样可增排屑量,改善刀具寿命。
铸铁材料加工的理想选择
油孔的喷油量是传统丝锥的1.3倍
高刚性防止刀具磨损
盲孔、通孔加工用/高硬度材料/粉末切屑
刃倾角丝锥

产品介绍
1 锋利的切削刃能实现稳定的切屑形状。
2 采用不等导程的槽型设计,能实现良好的排屑性。
适用于广泛的加工条件和加工材料。
适用于从手动钻床到先进的CNC加工中心的各种不同类型的加工设备。
新一代攻丝刀柄(SynchroMaster)可以大限度地提高A-TAP的刀具性能。
通孔加工用/卷曲切屑
螺旋槽丝锥

产品介绍
1 锋利的切削刃能实现稳定的切屑形状。
2 采用不等导程的槽型设计,能实现良好的排屑性。
适用于广泛的加工条件和加工材料。
适用于从手动钻床到先进的CNC加工中心的各种不同类型的加工设备。
新一代攻丝刀柄(SynchroMaster)可以大限度地提高A-TAP的刀具性能。
力丰官方代理

产品介绍
敬请联系力丰客服了解更多详情:
400-1828-802(华东、中北)
400-8778-783(华南)

公司介绍

日本OSG公司是世界著名的刀具制造商之一。主要生产螺纹加工刀具、铣削加工刀具、钻削加工刀具等。可为您提供高速钢、粉末冶金、硬质合金材料的各类刀具,并有为适合各种不同加工情况而设计的多种涂层方案可供选择。目前,OSG公司螺纹加工刀具和铣削加工刀具在日本市场占有率位居第一,其非标刀具--圣诞树刀具在能源动力设备加工中发挥超群的作用。
产品咨询
立即联系
切削工具、机床配件
负责联系人信息
电话:
13764568554邮箱:
sg_he@leeport.com.hk联系人姓名:
何思光产品咨询


扫一扫关注
力丰集团 官方微信公众号






