产品世界
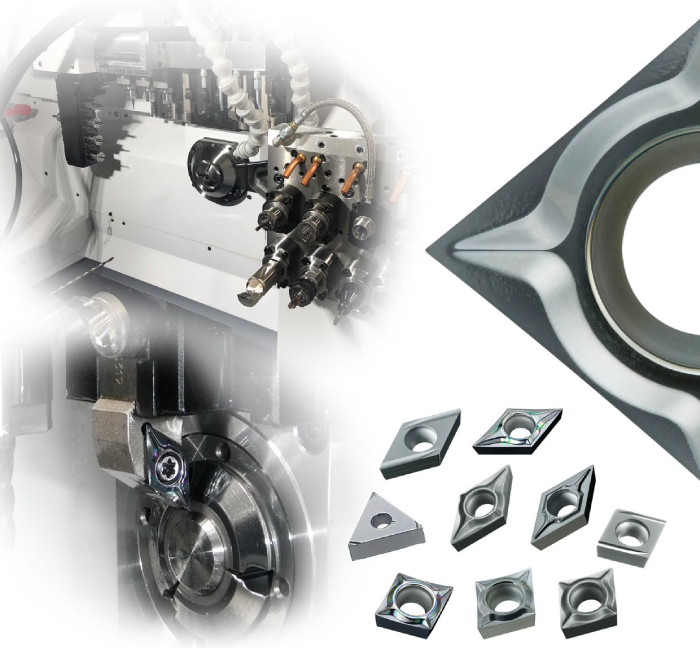
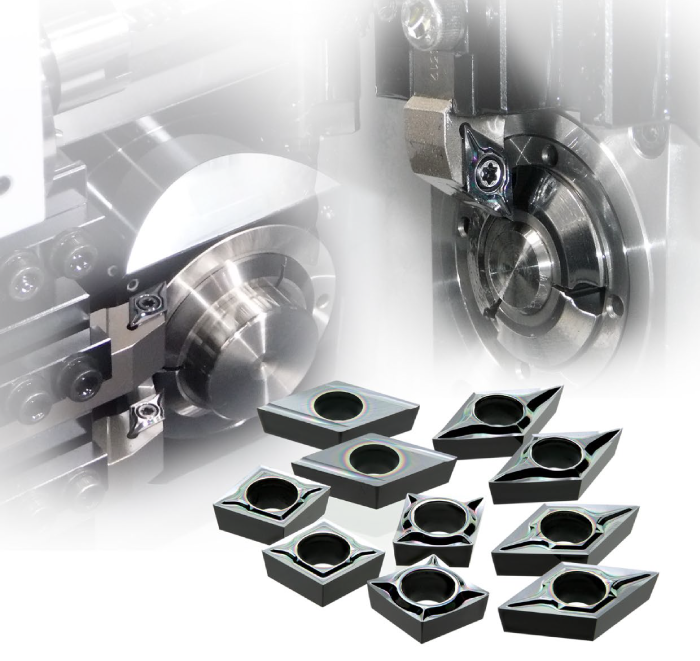
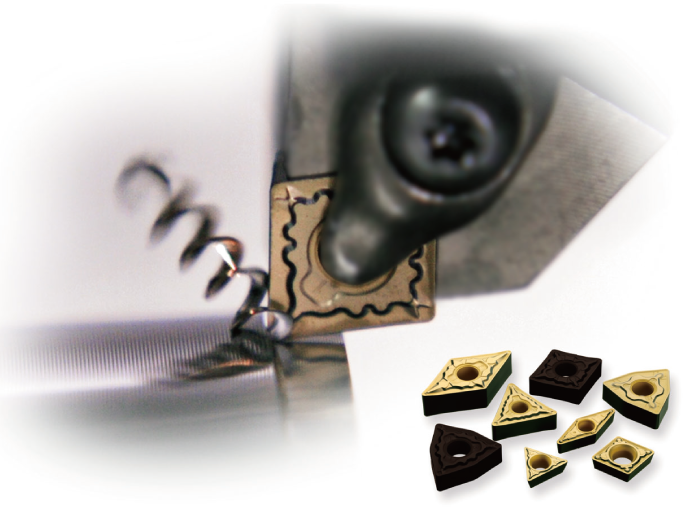
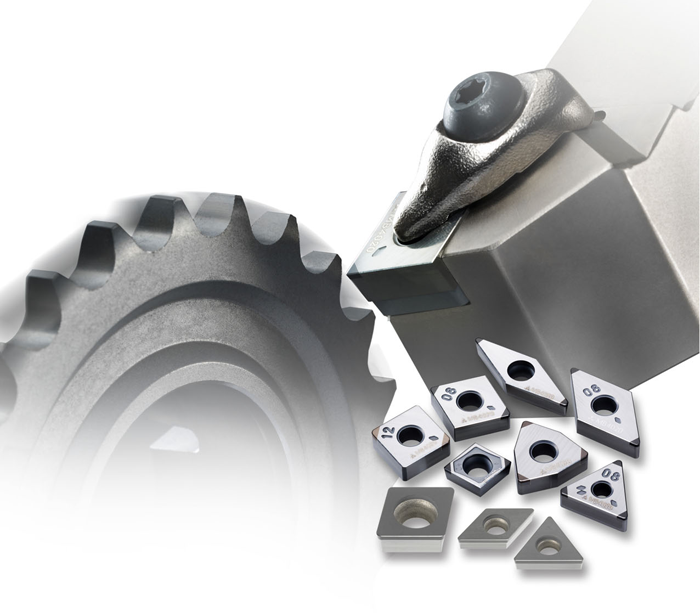
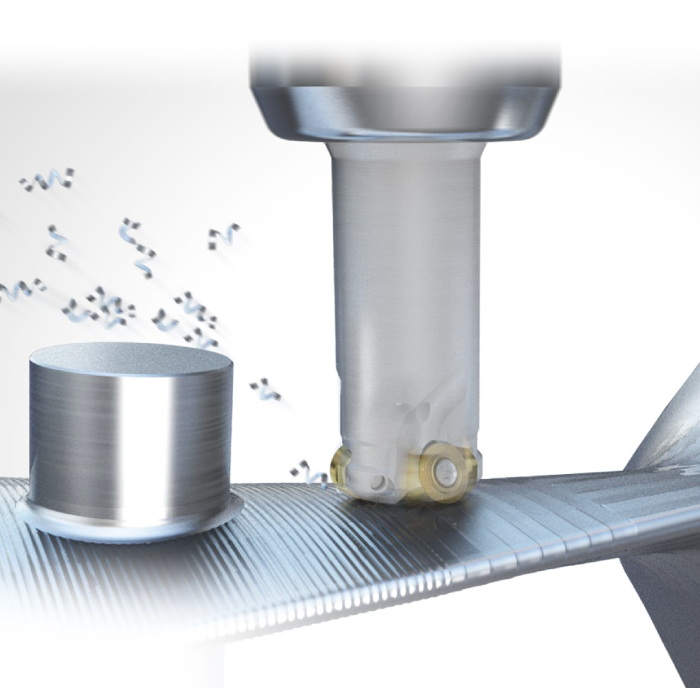
小型零部件高精度车削加工用PVD涂层硬质合金材料 MS系列
产品介绍
MS6015/MS7025/MS9025
超越小型零部件高精度加工
适用于多种工件,实现高精度・高生产率・高品质加工
MS7025
小进给加工时耐粘结性与耐磨损性飞跃提升
MS9025
兼具耐磨损性与耐破损性,可有效抑制不锈钢的边界磨损
MS6015
纯铁、碳钢、易切削钢的车削加工中实现稳定的加工面与尺寸精度
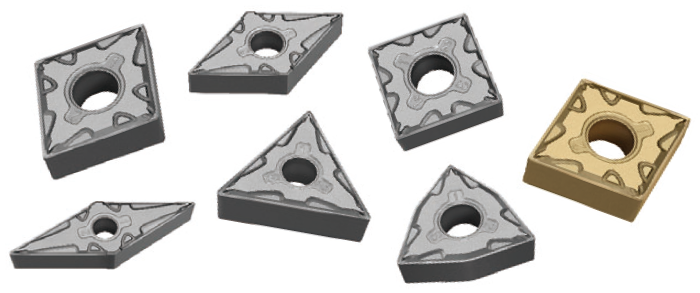
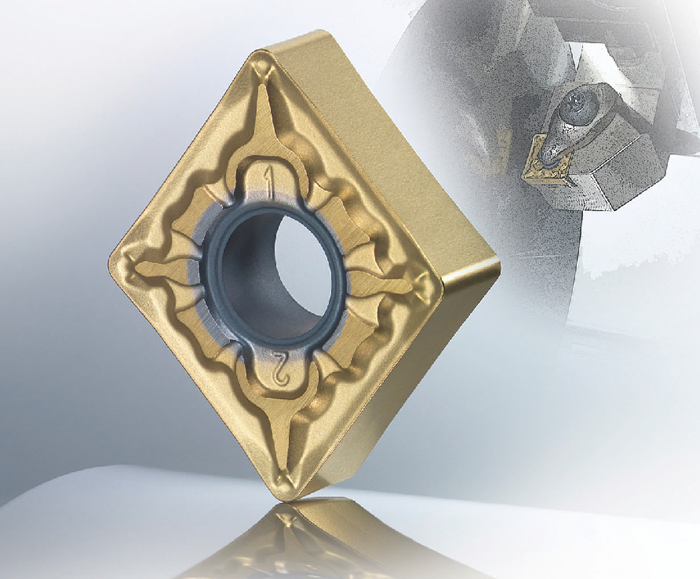
MC6100
产品介绍
钢车削加工用CVD涂层硬质合金材料
结合性与结晶生长方向控制技术得到强化,
稳定性与耐磨损性飞跃提升。
“超级”纳米结构技术
强固的结合技术
抑制突发破损
刀尖棱线部与着座面的表面处理
专用厚膜涂层,可抑制磨损发展。
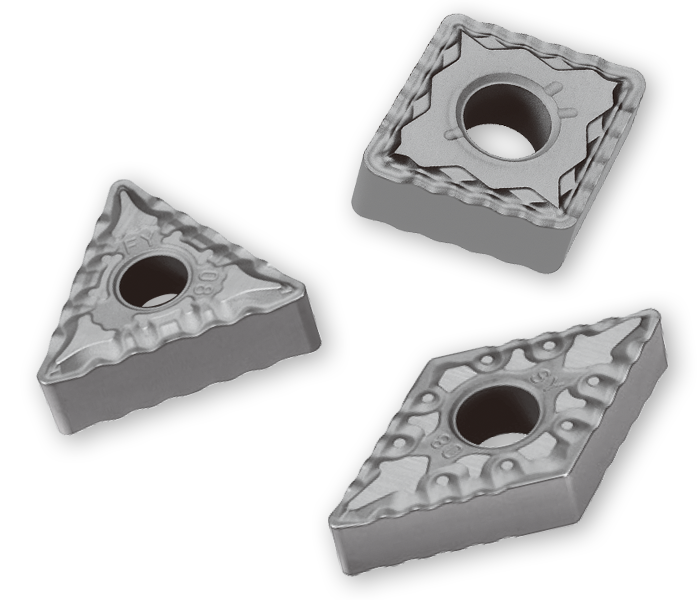
MS9025
产品介绍
小型零部件高精度车削加工用PVD涂层硬质合金材料
刀尖品质提高,小型零部件加工实现更高稳定性、长寿命
硬质合金基体的优化
主要成分的WC(碳化钨)粒子的优化设计,
可抑制粒子的边界数,提高导热性。
由此可抑制不锈钢加工时导致边界磨损的刀尖温度上升。
硬质合金基体的平滑化,
使表膜的结晶按照一定的方向生长,
形成更加致密平滑的涂层膜。
因此耐粘结性强,实现稳定的车削加工。
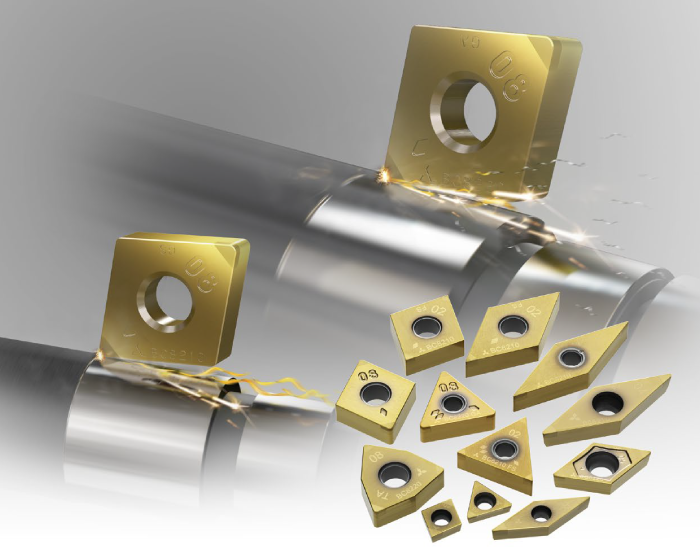
难切削材料车削加工用刀片系列 MP+MT系列
产品介绍
超耐热合金车削加工
“彻底解决切削刃边界破损、切屑处理问题”
追加正角刀片
PVD涂层材料 MP9005/MP9015/MP9025
采用Al含量大幅提高的新技术“高铝技术”,
表膜硬度提高且高硬度相稳定,
超耐热合金车削加工时的耐磨损性、
耐前刀面磨损性、耐粘结性大幅改善。
硬质合金材料(无涂层) MT9005/MT9015
耐热性、耐塑性变形性最优异的硬质合金
兼备耐磨损性、耐破损性的硬质合金
FP断屑槽
产品介绍
钢、铸铁车削加工用金属陶瓷材料
稳定的切屑处理,
可实现更高的加工精度与良好的加工面
广泛的加工领域均可发挥优异的切屑处理性
从低碳钢至合金钢加工均可实现稳定的切屑处理
采用20°的大正前角,
加工低刚性的工件也可抑制高频振额及变形发生
MH515
产品介绍
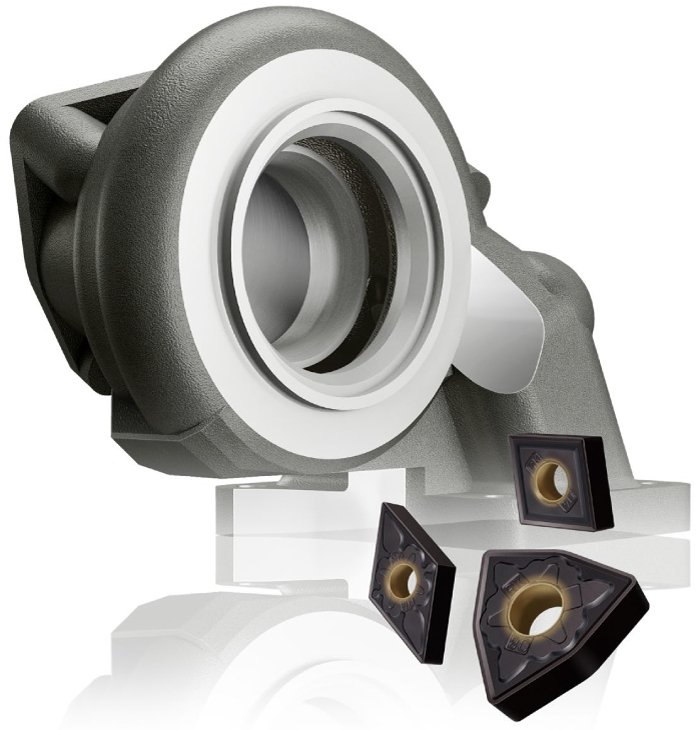
涡轮壳车削加工用CVD涂层硬质合金材料
耐热铸钢、球墨铸铁加工用涂层的
涂层实现最佳化、与硬质合金基体的结合力提高,
因此加工高切削热的耐热铸钢时,
可防止切削刃发生塑性变形,
涂层的耐剥离性提高、寿命延长。
UE6120

产品介绍
具有最适宜的涂层厚度,
可在广泛的加工条件下均保持稳定寿命。
[超平滑安定涂层]
平滑表面&涂层稳定性优异
平滑Al203
耐热性优异
微细 TiCN
耐磨损性优异
专用强韧硬质合金基体
耐破损性优异
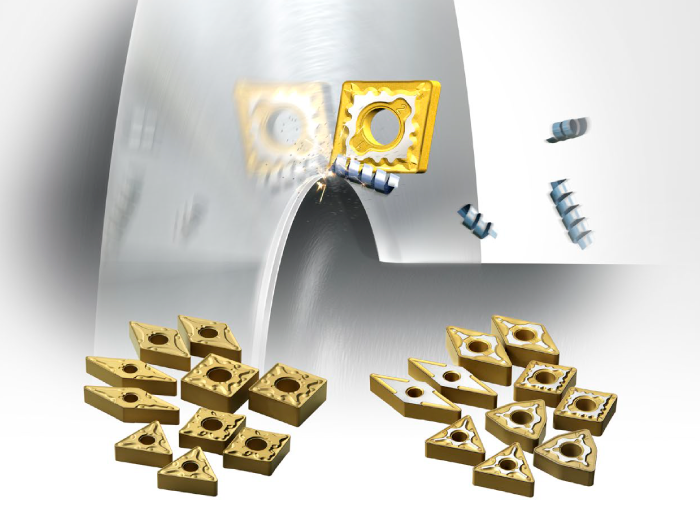
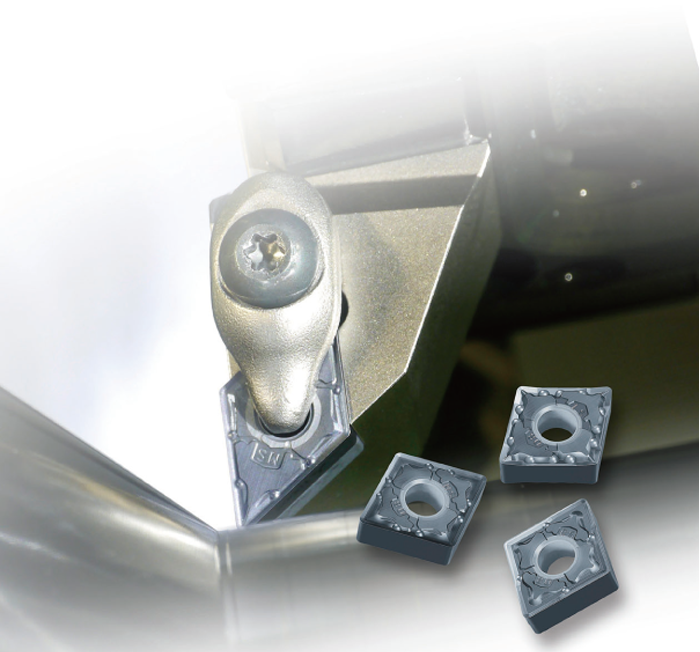
钢车削加工用刀片 MC60系列
产品介绍
广泛的钢稳定加工领域,降低成本的即战力!
MC6015 高速领域加工用
MC6025 钢车削加工标准选择
MC6035 断续、中低切削领域加工用
加工面精度提高 耐粘结性
抑制前刀面磨损的表膜层
提高耐破损性的硬质合金基体
具备均匀强韧层的专用基体
MC5005/MC5015

产品介绍
铸铁车削加工用刀片系列
采用独创新技术研发的超厚膜Al2O3,实现超群的耐磨损性。
MC5005采用此超厚膜。
纳米结构技术,结晶生长控制在最硬的方向,
切保持微细组织,实现优异的耐磨损性与耐崩刃性。
强固(TOUGH)的结合技术
涂层件的结合度提高至极限,表膜不易剥落,实现强韧化。
铸铁车削加工用新断屑槽系列
负角刀片 LK/MK/RK/无断屑槽、GK/MA断屑槽
MP3025
产品介绍
钢车削加工用PVD涂层金属陶瓷材料
长时间维持精美的加工面,
最适合小型零部件的批量加工。
优异的耐破损性与后刀面磨损的均匀性
采用专用基体与超高的PVD涂层技术,
结合性提高且后刀面磨损均匀。
因此,可更长时间维持精美的加工面,
在批量加工中发挥威力。
在低速领域,实现良好的加工面。
NX2525
产品介绍
钢、铸铁车削加工用金属陶瓷材料
组织的最优化及特殊合金结合层,
具备优异的耐磨损性与耐破损性。
负角刀片规格扩充
BC8200
产品介绍
高硬度刚车削加工用涂层CBN材料
开拓高硬度钢加工新时代,高性能涂层CBN刀具诞生
在广泛的加工领域均可发挥良好的耐磨损性与耐破损性,
实现长寿命
BC8210连续~轻断续加工用
BC8220 通用加工用
“超微粒・耐热结合剂技术”
“超微粒结合剂”可防止突发破损
采用“耐热结合剂”,可减缓前刀面磨损
追加高速、大进给加工用耐破损性提高的VA刃口修磨。
具备可对应各种加工形态的刃口修磨种类。
追加大切削深度加工中可实现良好切屑处理性的BR断屑槽。
具备可对应多种切削深度的断屑槽种类。
BC5110

产品介绍
铸铁车削加工用PVD涂层CBN材料
灰铸铁的低速连续加工中可发挥较强的耐磨损性!
低刚性工件实现良好的加工面品质
高韧性CBN基体上采用耐磨损性较强的涂层膜
刀尖处理(刃口修磨)的种类
FS刃口修磨
倒棱角小,锋利刀尖,因此能有效耐后刀面磨损。
易发生毛刺、加工面白浊等现象时,推荐使用。
GS刃口修磨
薄壁、低刚性工件,刀尖易发生崩刃的加工中推荐使用。
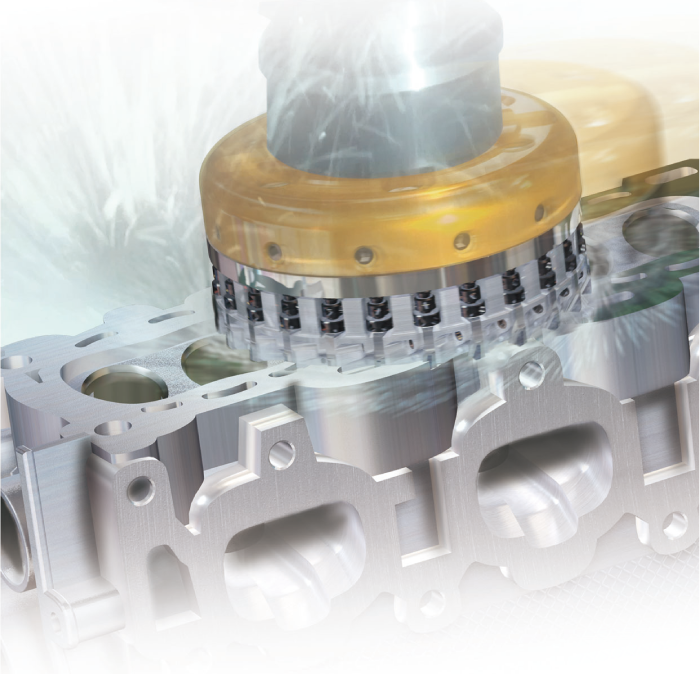
MB4020
产品介绍
烧结合金、铸铁加工用CBN材料
在抑制毛刺产生及实现稳定的尺寸精度方面充满自信。
烧结合金、铸件精加工用第一推荐。
推荐用于可调阀门机构、机油泵零部件等的加工。
采用新开发的专用特殊结合剂,刀尖韧性高。
在烧结合金的断续加工中,也存在抑制毛刺与塑性流动的需求。
MB4020的刀尖韧性高,可选择使用更加锋利的刃型,
从而抑制毛刺的产生,实现理想的工件精度。
耐粘结性优异,化学性质稳定的CBN含量高,
因而加工过程中工件材料与刀尖的粘结量少,
工件的加工尺寸精度稳定。
MB4120

产品介绍
烧结合金、铸铁加工用CBN 材料
耐破损性优异、加工稳定,可提高
生产效率、降低成本
烧结合金加工的第一推荐。
适用于烧结合金、铸铁的连续加工至断续加工,用途广泛
优异的耐破损性
微粒cBN 粒子,实现优异的刀尖韧性。
微粒cBN 粒子的结合强度高
烧结条件的最佳化实现微粒cBN 与微粒cBN 之间
刀尖处理(刃口修磨)的类型
BC8100系列

产品介绍
高硬度钢车削加工用涂层CBN材料
在连续、断续切削的广泛加工领域,
耐磨损性、耐破损性大幅提高。
采用新开发的PVD特殊陶瓷涂层
BC8105 适于精加工
BC8110 适于高效加工
BC8120 适于通用加工
BC8130 适于强断续加工
MB8110适于连续切削加工
MB8120适于通用加工
MB8130适于强断续切削
MBS140

产品介绍
铸铁、烧结合金加工用整体CBN材料
推进铸铁加工技术进步的整体CBN刀片登场。
实现高速、大切削深度加工。
高性能烧结技术兼备耐磨损性与耐破损性。
100%整体CBN烧结体的刀片
适于大切削深度、高效率加工
兼备耐磨损性与耐破损性
MD220 VCGW形

产品介绍
有色金属车削加工用PCD材料
适合小型自动车床上铝合金及有色金属的零部件加工
刀尖强度高,无切削方向,
可对应外圆及内孔加工等各种加工领域。
通用加工用材料MD220
中粒金刚石烧结而成的材料。
耐磨损性与耐破损性强,
可对应有色金属的一般精加工及非金属加工等各种加工领域。
仿形车刀

产品介绍
双重夹紧式仿形加工用刀具
实现刀具集约、缩短工序时间。
使用25°菱形刀片,可实现提拉角60°的提拉加工。
采用高可靠性的双重夹紧式
采用适用于仿形加工的断屑槽形状,实现良好的切屑处理
使用25°菱形刀片,可实现提拉角60°的提拉加工
双重夹紧系列

产品介绍
结构简单且刚性高。
● 简单的夹紧机构,实现卓越的稳定加工。
● 新增可装载35°菱形刀片的刀柄,产品系列更为充实。
● 采用银色刀体与新型压板,实现卓越刚性与切屑处理性。
采用操作便捷型的双重夹紧机构
• 采用新开发的夹紧机构实现高夹紧刚性。
• 可实现刀片的轻松、稳固装夹。
• 优异的转位精度实现高水准的刀尖精度。
最优化设计的新型压板
防振性与切屑处理型提高
采用特殊表面处理
两端带有螺钉孔的夹紧螺钉
阻尼镗刀杆

产品介绍
高刚性轻量刀头,防止高频振动,实现精美的加工面。
具有三种全长规格的硬质合金刀柄,丰富的刀片种类。
根据计算机仿真解析而设计的高刚性+轻量刀头形状。
可防止挠曲,使振动衰减,避免产生高频振动。
全系列均可使用内部冷却(带冷却孔)
深孔加工时也可保证冷却液的稳定供应
3种全长规格(短刀柄系列)
可根据使用条件选择全长
为阻尼镗刀杆开发的新理念模压断屑槽。
实现稳定的切屑处理性与超群的切削锋利性,适用于广泛领域。
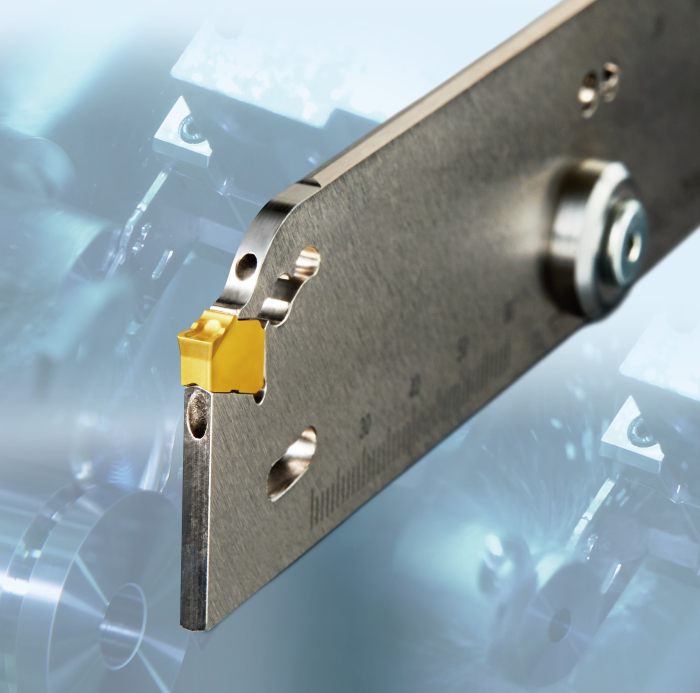
GY/GW 系列刀片

产品介绍
槽加工、切断加工用车削刀具
长寿命、使用简便、高可靠性的槽加工、切断加工用刀具
小进给切断加工用
GS断屑槽 导程角8°/15°
通过低阻力设计以及尺寸精度的提高,
可减少中心残留量,实现良好的加工面。
PVD涂层硬质合金材料
超耐热合金加工中可实现出色的耐磨损性
采用具有出色切屑处理性的断屑槽系列。
PSC刀柄

产品介绍
槽加工用车削刀具GY系列PSC刀柄
实现高刚性、高精度加工!
更换不同的模块,可对应各种刃宽 、槽深的加工
可调角度的冷却液喷嘴
为了高效且准确地将冷却液作用于刀尖,
刀体安装的冷却液喷嘴可调整为任意角度
对应外圆、端面、拐角加工,槽深最大3种,
共100种以上的模块,可选择适合各种加工的模块。
切槽、切断加工用车刀GW系列
产品介绍
长寿命、使用简便的切槽、切断用车刀。
更加简单、便利。
不会影响刀具性能,追求最佳操作性的
新型切槽、切断用车刀问世。
结构简单,夹紧力强的夹紧机构。
2个冷却液出口,耐磨损性提高。
适应各种加工环境,可实现高效切削。
Breaker断屑槽
采用具有优异的切屑处理性的断屑槽系统。
GY系列 槽加工车削刀具

产品介绍
Grooving Revolution
槽加工革命
采用独创的夹紧机构,实现可靠性的槽加工。
可使用范围扩大
多功能槽加工刀具GY系列扩充丰富种类。
追加单刃角刀片
可对应带凸台等无偏置型的加工形态
外圆、端面加工用刀柄
备有各种不同尺寸的刀柄,可对应各种机床。
新螺纹切削刀具MMT系列
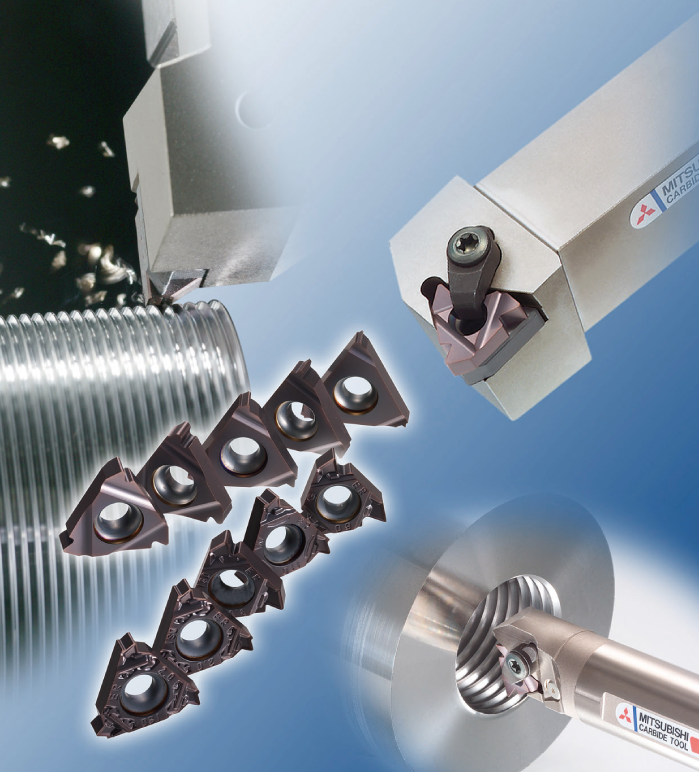
产品介绍
从钢到不锈钢、难削材料
高精度·高效率·长寿命
坚韧的新螺纹切削系列
M级三维断屑槽刀片
・超群的切屑处理性能
・抑制毛刺、高频振荡的发生
・适用螺纹一目了然的标记
丰富的产品系列
・193种刀片、26种刀柄登场。
・从一般机械用到管道、煤气、航天产业用等多种类的螺纹加工。
自动车床用立铣刀 MS plus立铣刀系列

产品介绍
MP2ES/3ES/4EC
适用于小型自动车床、耐破损提高、毛刺减少
刀尖在苛刻的加工环境中使用
也不会产生崩刃,可实现稳定加工
可加工碳钢至不锈钢等广泛工件材料的涂层。
特有的涂层技术,实现(Al,Ti)N 与(Al,Cr)N 积层。
可加工多种工件材料。
IMPACT MIRACLE REVOLUTION立铣刀系列
产品介绍
高硬度钢加工革命
新涂层实现惊人的长寿命
IMPACT MIRACLE革新涂层
新开发的耐氧化性与润滑性优异的(Al,Cr,Si)
N 类涂层与耐磨损性、
结合性都非常好的(Al,Ti,Si)N 涂层相结合,
在高硬度钢加工中发挥出色的耐磨损性。
高硬度钢的加工中 可实现长寿命
高效铝合金加工用立铣刀Alimaster

产品介绍
冷却孔与切削刃的优化设计!
可实现超高效铝合金加工
采用独自开发的耐粘结性与结合性俱佳的DLC涂层,摩擦系数降低,
在槽加工、轮廓加工等多种加工领域可实现稳定的高效加工以及干式加工。
在各种铝合金的加工中,都表现了出色的耐粘结性,
并且大切削深度条件下也可顺畅排屑,因此可实现高效槽加工。
干式加工条件下也可对应多种加工形态。
采用内部冷却与优化的切削刃设计,与以往产品相比,
可实现2倍以上的高效加工。
SMART MIRACLE VQ2XLB/HVRB/FDRB

产品介绍
难切削材料加工用立铣刀
性能实现超越、轻松应对难切削材料加工!
形状加工用 球头型・圆弧头型立铣刀系列追加
采用复合圆弧头形状,
难切削材料粗加工中可实现高效率与长寿命
切屑变薄,难切削材料加工时的边界磨损得到改善。
采用SMARTMIRACLE涂层与专用超超微粒硬质合金基体,
耐磨损性大幅改善。
圆弧方向的切削阻力减小,可抑制高频振颤,
实现稳定的大进给、高效率加工。
VFC系列

产品介绍
适用于高硬度钢加工的立铣刀系列,
采用IMPACT MIRACLE涂层与新超超微粒硬质合金,
以及最佳形状的组合,实现高精度、高效率、高速、长寿命。
材质延用“涂层” 单相纳米结晶涂层技术,实现优异的涂层硬度和耐热性。
从一般零件至医疗、模具等行业均可应对。
顶端、螺旋槽形状实现了更高水平。
发挥其优异的耐破损性,可进行更高速、更高精度的加工。
见效减小了摩擦力,实现高品质的加工面。
钛合金精加工用筒状立铣刀VQT6UR

产品介绍
2段R形状,实现高效加工
顶端R可对应圆角加工,外周R可对应翼面加工,从而实现复合加工
比球头立铣刀的外周R大,可减少凹槽高度,
因此加工螺距大,可实现高效加工。
钛合金的槽加工
保持良好的加工面与刀尖耐破损性。
MS plus立铣刀系列

产品介绍
精度、耐磨损性更加突出的通用立铣刀进步惊人。
(Al,Ti,Cr)N类多层涂层
在多种工件材料加工中,均可发挥优异的耐磨损性。
超微粒硬质合金基体
采用高等级基体材料,与以往产品相比,耐磨损性优异。
无缝刃形高精度 R±0.005mm
模具的拔模斜度等使用到外周刃的情况下,表面粗糙度良好。
即使在预硬钢等高硬度材料加工中,也可大幅提高耐磨损性
DF 立铣刀系列

产品介绍
石墨加工用金刚石涂层立铣刀系列
DF(Diamond Four: Fixed / Fast / Fine / First)立铣刀系列
高硬度、高结晶金刚石涂层
具备可与天然金刚石相匹敌的结晶,石墨加工中,
实现超群的耐磨损性与长寿命。
高可靠性且长寿命的金刚石涂层
实现高R精度
采用高精度无缝形状,实现良好的加工面。
石墨加工的第1选择
CoolStar 系列
产品介绍
多冷却孔实现难切削材料的高效加工
SMART MIRACLE涂层
涂层膜经过平滑化处理,切削阻力减小,排屑性大幅提高。
最适于难切削材料的长寿命、高效加工的第二代涂层。
ERO-μ Surface独创的表面处理技术
VQ6MHVCH
共4种尺寸(DC=10mm, 12mm, 16mm, 20mm)
6刃SMART MIRACLE
多冷却孔减振立铣刀(M)
VQ6MHVRBCH
共10种尺寸(DC=10mm, 12mm, 16mm, 20mm)
6刃SMART MIRACLE
多冷却孔减振圆弧头立铣刀(M)
CERAMIC圆弧头立铣刀
产品介绍
将难切削材料变为易切削材料,
实现超・高效加工
镍基耐热合金的材料特性
硬质合金与陶瓷的高温硬度
最优化的螺旋角,避免在高速、大进给的切削条件下刀具拔出脱落
采用最适于耐热合金加工的独创的无缝形状,
可提高大负荷加工时的耐破损性。
备有适于型腔加工的4刃型与适于侧面加工的6刃型立铣刀。
DC立铣刀系列

产品介绍
脆硬材料加工用金刚石涂层立铣刀
可实现硬质合金、脆硬材料的稳定、长寿命加工。
硬质合金 干式切削
寿命达到以往产品的2倍
兼备切削锋利性与强度的切削刃形状
新研发的金刚石涂层技术使表膜的结合力与耐磨损性飞跃性提高,抑制涂层表膜剥落及磨损进程的加快。因此,可实现硬质合金、氧化铝等脆硬材料的稳定、长寿命加工。
叶轮加工用锥刃球头立铣刀
产品介绍
铝合金加工用立铣刀系列
DLC/C4LATB
耐折断性提高的高刚性设计,可实现铝合金叶轮的高效加工
采用独自开发的DLC涂层,可发挥出色的耐粘结性。
冷却液供给不足的情况及高速切削加工时,可大幅减少工件材料的粘结。
采用低摩擦系数,可降低切削阻力。
冷却液不足的情况下,可抑制粘结导致的刀具折断。
双面刀片型通用台阶面铣刀WWX系列

产品介绍
实现高刚性、高品质加工
高品质与经济性兼备的“X形”刀片是决定因素
刀片厚度大、刚性高
超群的切屑处理性,防止与加工面发生摩擦
刀片夹持部与高夹紧刚性可提高稳定性
切削阻力,加工薄板时也可抑制高频振颤
刃数种类丰富
刀尖调整式铸铁加工用面铣刀WSF406W

产品介绍
低切削阻力,带调整机构
新一代高效铸铁加工
低阻力刀片与刀尖振摆调整功能, 实现良好的加工面与生产率
简便的刀尖调整机构
更高精度,更加简单
C面形状,抑制崩碎,剥落
灰铸铁加工时的涂层的耐剥离性提高
钛合金加工用铣刀ASPX

产品介绍
可抑制高频振颤,实现高效稳定加工
抑制自励振动
向刀片切削刃的前刀面喷出冷却液,可高效排出切屑。
刀片采用大前角与适合钛合金加工的刀尖处理(刃口修磨),可实现低切削阻力,耐破损性强。
Ti-6Al-4V的高效加工
可获得不会影响后工序的无高频振颤刀纹的加工面。
采用圆弧进刀方式,可抑制切削负荷的急剧上升,防止加工初期发生刀片的突发崩刃。
铝合金高效加工用铣刀AXD4000A
产品介绍
高刚性
缓和刀体的切削负荷以及离心力产生的应力。
高排屑性
优化的容屑槽形状可实现高排屑性。
高可靠性
可防止因切削阻力与高转速时产生的离心力造成的螺钉松动以及刀片飞散现象。
稳定加工
采用强韧的刀片,不仅具有锋利的切削刃实现了低切削阻力,而且耐破损性强。
难切削材料加工用圆弧头铣刀ARP系列
产品介绍
实现更高效加工的振摆精度。
不锈钢铣削加工用CVD涂层材料
耐磨损性优异,并可减少不锈钢加工时易产生的热龟裂与崩刃,
从而实现长时间的稳定加工。
强韧的融合技术
各种优异涂层、技术集大成(Σ),实现强韧(TOUGH)性。
可对应多种切削形态的断屑槽系列。
为进一步实现大进给加工,推出了超多刃型。
高效加⼯⽤多功能铣刀VPX系列

产品介绍
高强度、立装型铣刀
高负荷加工、斜面加工均可实现
TOUGH & MULTI
刚性极高、功能极多。
精心的设计,改变立装型铣刀现状。
追求立装刀片特有的强韧性。
解决多功能型铣刀相关课题。
可对应多种加工形态
立装切削进步的4刃角型刀片。
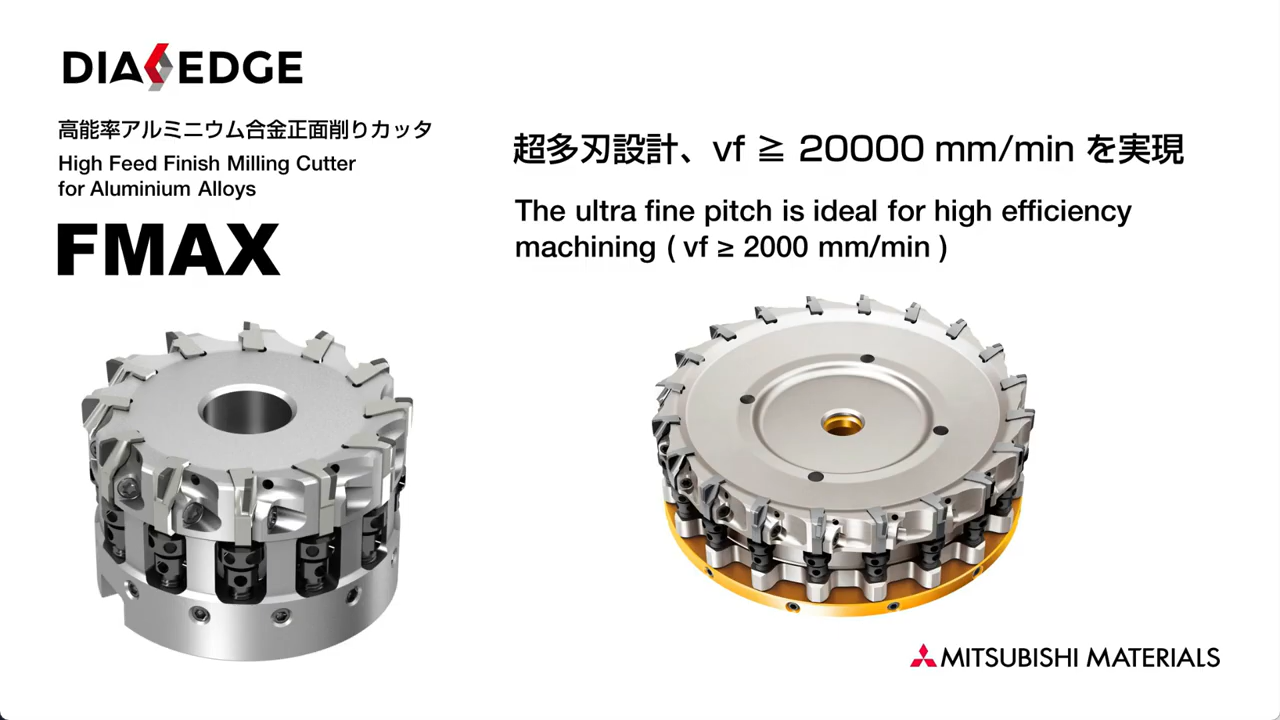
高效铝合金精加工用面铣刀FMAX系列
产品介绍
适用于高转速的铣刀,
实现超高效切削与高精度
小型主轴机床用
可同时进行包括内浇道、浇口等突起部的精加工,
从而减少加工次数,缩短加工时间。
抑制毛刺型刀片,通用型刀片
采用超微粒金刚石的金刚石烧结体
大进给加工用双面可转位刀片式圆弧头铣刀WJX系列

产品介绍
切削锋利性与稳定感
可进一步提高效率
高效率加工中也可安心使用的经济性刀具
可安心使用的切削刃设计
强固的夹紧系统
可对应斜面加工的后刀面形状
可对应多种加工形态
独有的切削刃棱线,实现良好的切屑处理
多刃角型通用面铣刀AHX

产品介绍
最大可使用14刃角
7角形刀片经济性好
AHX440S / AHX640S
适用于加工钢、不锈钢、铸铁
AHX475
大进给加工用
AHX系列安装刀片的互换性
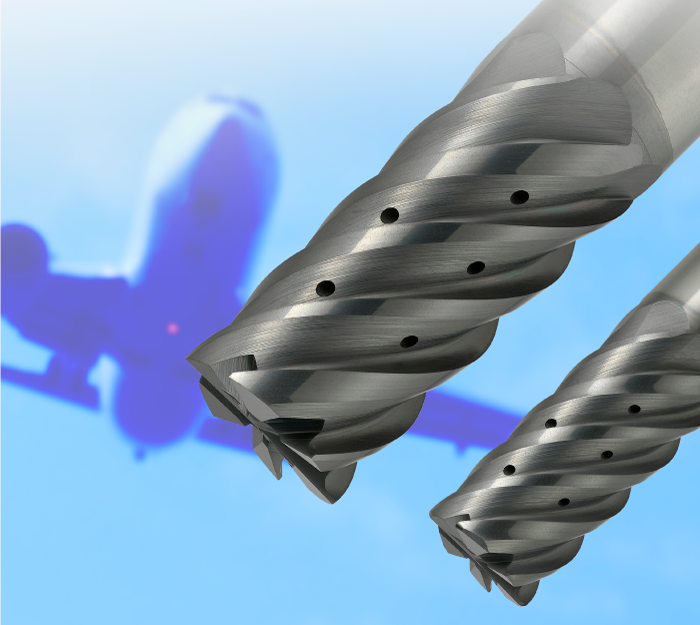
大进给加工用圆弧头铣刀AJX

产品介绍
飞机、石油&天然气、模具等各产业中均可实现
高性能・高效率・长寿命
“2段直线切削刃”+“副切削刃”实现大进给
可实现出色的大进给加工
高可靠性铣刀体
三角形刀片实现优异性能。多功能刀具的放心设计
不同刃数刀盘的工作台进给速度比较表
表面平滑性的提高,使耐粘结性大幅提高。
适用于各种工件材料的刀片材料
铝合金、难切削材料加工用铣刀AXD系列

产品介绍
实现高速、高效切削
采用独创技术,实现高速、高效、高精度加工。
斜面加工性能出众,可应对各种加工形态。
采用高刚性双重螺钉夹紧机构,
可防止高速旋转时由离心力造成刀片发生位移,
实现稳定加工。
双重AFI机构,可实现高速加工。
超微粒硬质合金TF15与发挥超群耐粘结性的DLC涂层相结合,
在铝合金加工中,提高加工面精度,抑制前刀面粘结等,可实现高质量、稳定加工。
不仅湿式切削条件下,亦可用于干式切削。
可转位刀片式立铣刀DCCC 系列

产品介绍
大切削深度加工用可转位刀片式立铣刀
刀柄刚性高,最适于重切削。
铣刀从铣刀夹头上伸出的悬伸量大,
因此过大的切削宽度,
会成为高频振颤或刀具破损发生的原因。
可转位刀片式带中心刃直角型立铣刀AQX系列

产品介绍
带中心底刃,1支刀具即可完成钻削加工与铣削加工。
耐热性刀体 & 特殊表面处理
AQX型的刀体采用特殊合金钢,高温强度高。
再加上特殊表面处理,耐腐蚀性、耐摩擦性均有所提高。
刀具顶端有2个切削刃,切削刃强度高、寿命长。
刀体上设置冷却孔,散热性、排屑性大幅提高。
另外,无冷却孔产品也实现了标准库存, 可根据用途进行选择。
偏置型不受颈长的影响,可进行深壁面加工。
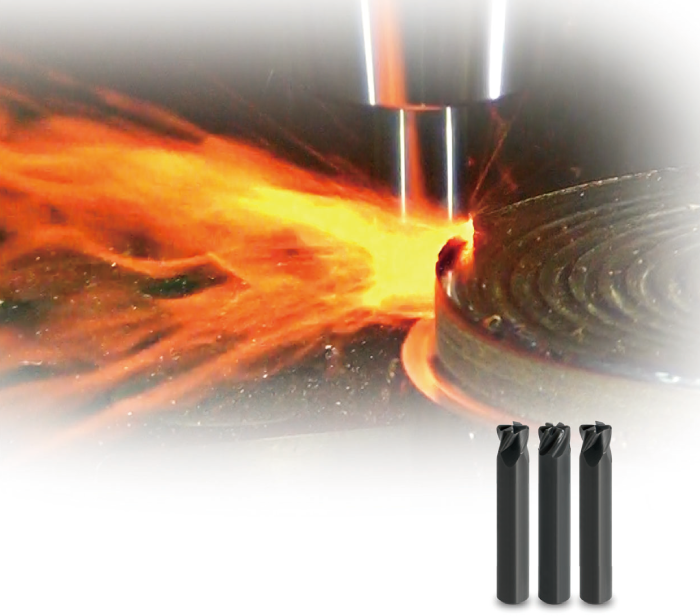
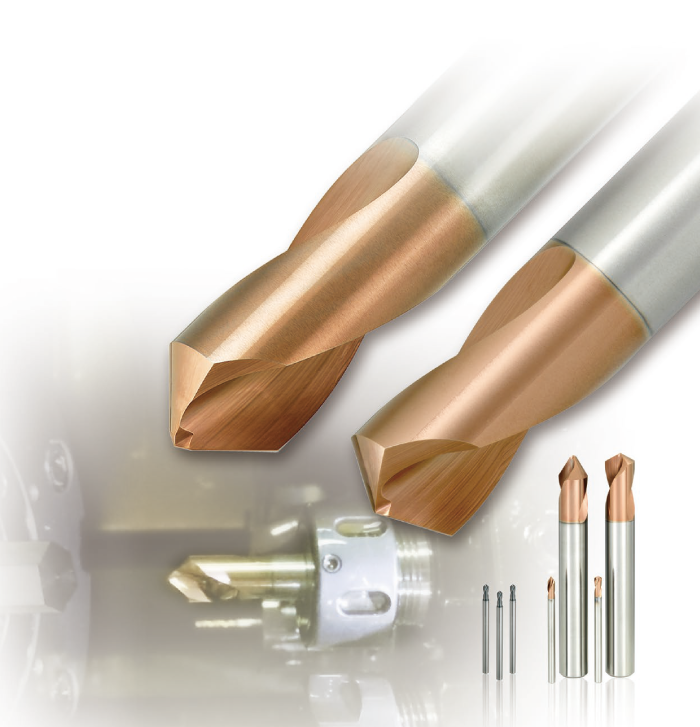
铣削加工用PVD涂层硬质合金材料 MP61/MP71/MP91 系列
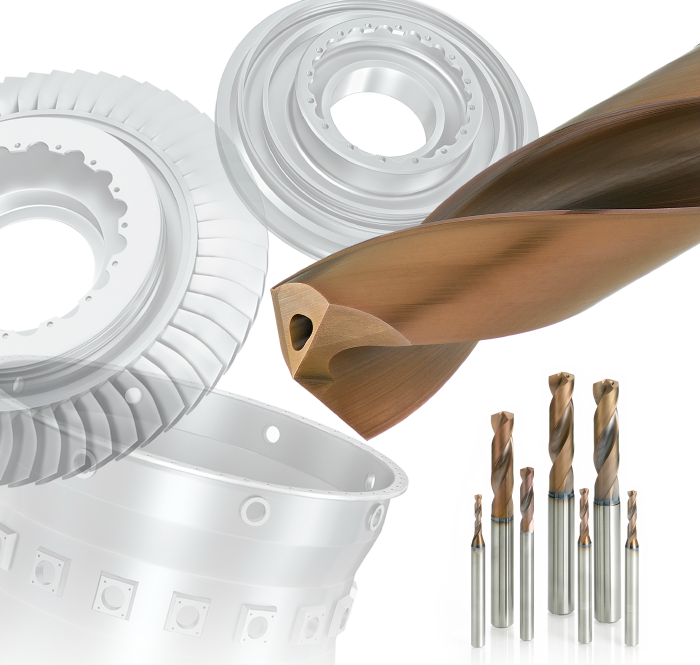
整体硬质合金钻头DSA系列
产品介绍
超耐热合金加工中实现超长寿命
TRI-Cooling技术
直线状切削刃&专用刃口修磨
PVD涂层硬质合金材料DP9020
耐热合金加工用刃带
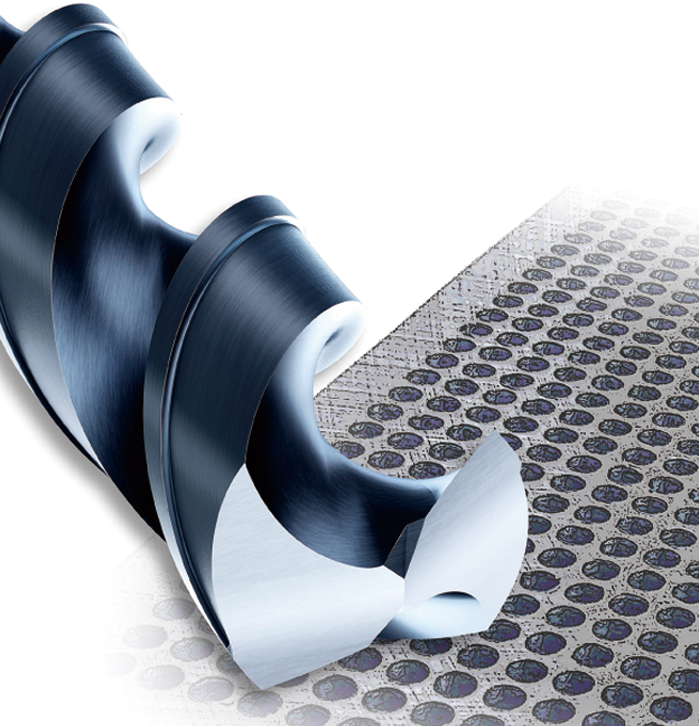
整体硬质合金钻头DWAE
产品介绍
自动车床、小型车床用
低切削阻力,切屑处理性优异,
可实现稳定孔加工!
Ø3mm‒Ø14mm特长,便于小型车床使用的槽长
小型车床的加工空间内,易于使用的短槽形状。
适合自动车床、小型车床的低阻力设计
工件刚性、夹紧刚性难以保证的加工中,
易于使用的低阻力设计。
定心钻系列GKCD

产品介绍
可对应碳钢到不锈钢等各种工件材料。
采用耐磨损性、耐热性、
耐破损性优良的钴高速钢,
可对应碳钢到不锈钢等各种工件材料。
低速、小进给加工中可发挥优良性能,
性价比高,经济性好。
导向钻系列DLE
产品介绍
中心孔、倒角加工用硬质合金钻头
切削锋利性与耐破损性优异,
可实现不锈钢的稳定加工。
SIG90°小径尺寸φ1.0mm~φ2.5mm
与以往产品相比,切削阻力低,
所以最适合小功率的小型自动车床。
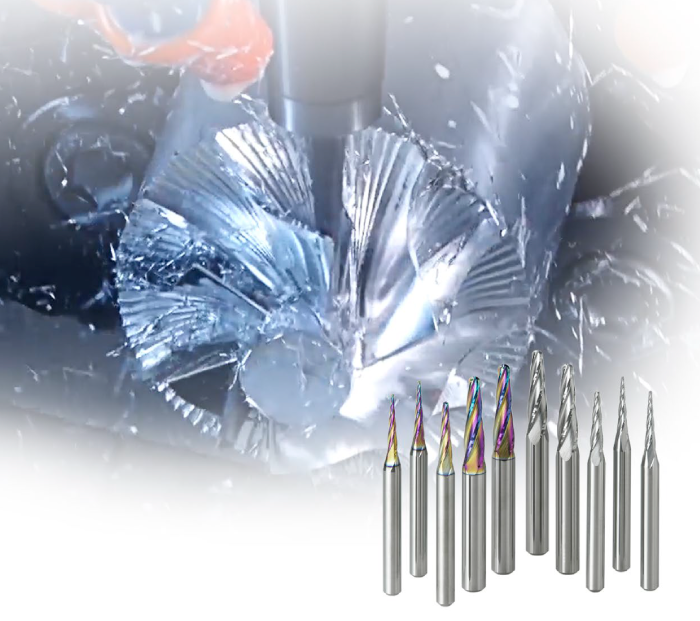
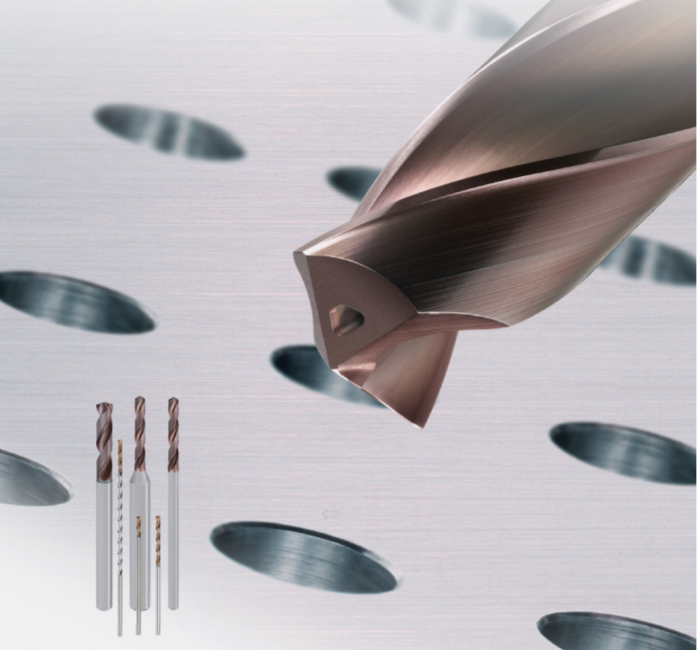
MFE系列 锪孔加工用整体硬质合金钻头

产品介绍
在多种加工中可缩短工序
独有设计,可实现稳定加工及长寿命
钻头直径DC>3mm
PVD涂层硬质合金材料DP1020
小径尺寸 钻头直径DC<3mm
PVD涂层硬质合金材料DP102A
合金钢SCM440的薄板加工比较
不锈钢SUS304加工中的退刀毛刺比较
碳钢S50C的槽部钻孔加工
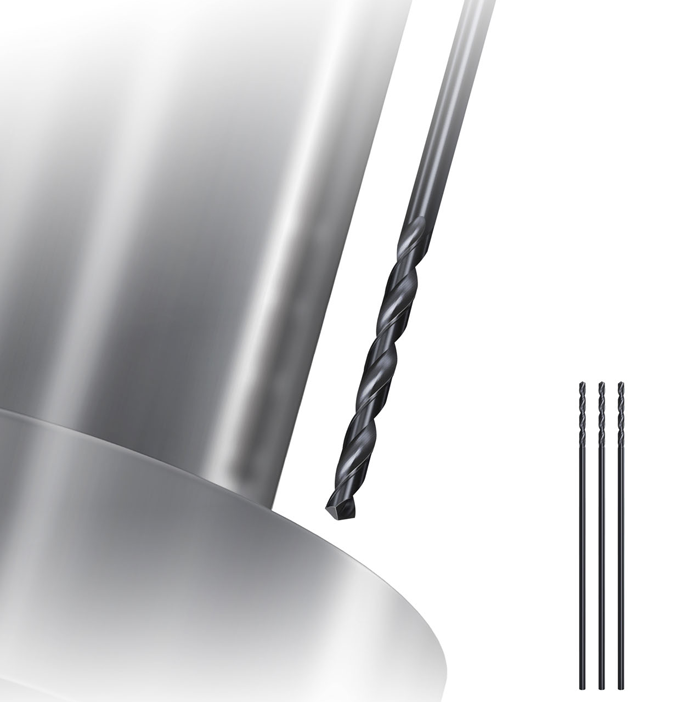
SEPDS/SEPDM 高精度钻头系列
产品介绍
新型表面处理高速钢钻头诞生。
采用独创的D-STH表面处理。
具备优异的耐磨损性、润滑性、锋利的切削刃,
可对应各种工件材料!
锋利的切削刃、切削锋利性好
良好的表面性状、实现优异的耐粘结性、排屑性
可转位刀片式钻头 MVX

产品介绍
采用最新科技的高刚性刀体
实现L/D=6深孔加工的关键技术
外刃与内刃最佳刀片的配置
抑制刀柄变形的最佳槽终端位置设计
采用倾斜冷却孔
不锈钢加工内刃用
通用、中~大进给加工用
NEW 刀尖强化型
NEW 铝合金加工用
内刃使用US断屑槽刀片进行切削,寿命是以往产品的2倍。
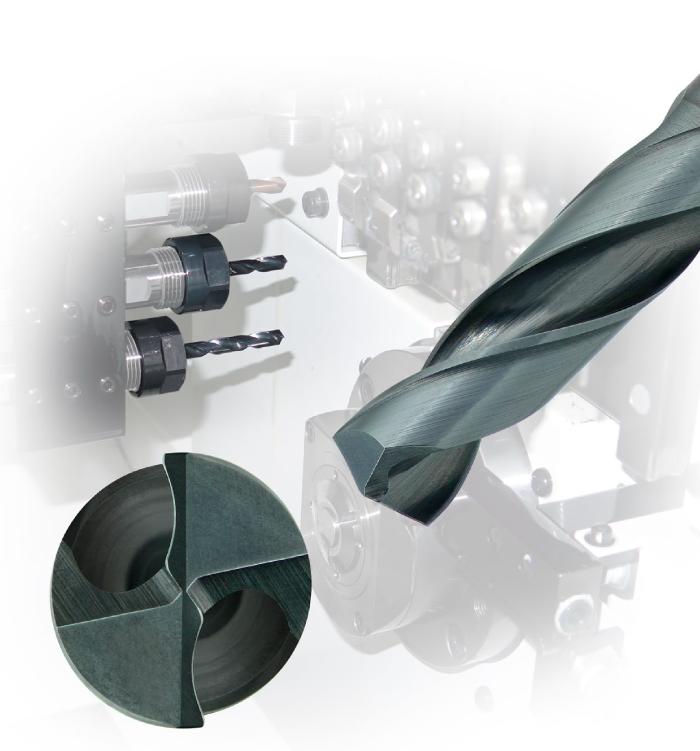
WSTAR钻头系列 MVE/MVS
产品介绍
新一代整体硬质合金钻头诞生。
采用TRI-Cooling技术Ⓡ 的独创冷却孔。
采用钻头专用PVD涂层材料,
在各种工件材料加工中均可实现长寿命!!
优异的刃带磨损特性
MVS 长钻头(DCx10, 15, 20, 25, 30, 35, 40)
采用M.Q.L.加工时的寿命比较
长柄型直柄钻头SDLS
产品介绍
大悬伸量加工中发挥优异性能的钻头登场
长柄钻头防止大悬伸量加工中的故障发生。
比深孔加工用钻头的槽长短,刀体刚性高,
可防止各种故障发生。
最优化的设计实现稳定加工
咬入性优异
切削阻力小
排屑性优异
WSTAR钻头系列 MHS型

产品介绍
模具加工用整体硬质合金钻头
淬火钢的孔加工工艺从此不同!
有效缩减热处理加工工序!
可实现树脂模具、压铸模具的
注射销孔的高精度深孔加工!
可实现模具稳定切削的独创切削刃形状&双重刃带
可实现模具稳定切削的高强度形状
长寿命MIRACLE®涂层VP15TF
VIOLET涂层高精度钻头VAPDSCB
产品介绍
VIOLET® 涂层高精度钻头
锪孔加工的专家
全新设计的切削刃形状可实现高效锪孔加工。
实现超群的断屑性能、高精度的平面度。
断屑性能优异的顶端形状!
良好的切屑形状
可使用高速钢钻头的机床上均可使用。
VIOLET涂层高精度钻头VAPDSCB可实现与以往的锪孔加工用硬质合金立铣刀同等的高效加工,且寿命长。
WSTAR钻头系列

产品介绍
可换刀片式硬质合金钻头
创新的刀片夹紧机构,
实现稳定的小径孔加工。
追求切削锋利性、高精度、高刚性的设计
可对应钻削孔深至8D
采用三菱独创的稳固夹紧机构,实现长寿命!
通用材料VP15TF:可适用于普通钢到软钢、碳钢、合金钢、不锈钢 铸铁等广泛的工件材料。
铸铁加工专用材料DP5010:铸铁加工专用高级基体材料与独创结晶控制技术制造的新PVD涂层材料。
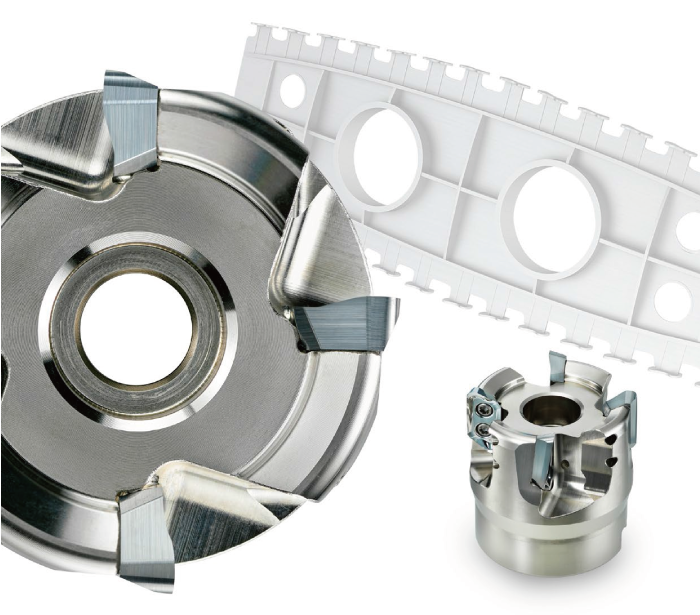
WSX445系列
产品介绍
低切削阻力双面刀片型通用面铣刀
终极的双面Z形刀片是制胜的关键
切削噪音小、排屑性超群!
新概念的切削刃的双面刀片型通用面铣刀诞生!
便利与高效的绝佳平衡。
可对应多种切削形态的断屑槽系列。
强韧的融合技术TOUGH─Σ Technology
各种优异涂层、技术集大成(Σ),实现强韧(TOUGH)性。
铸铁加工用CVD涂层 MC5020
APX3000系列

产品介绍
APX3000系列多功能台阶面铣刀
高强度、低切削阻力、精锐切削
切屑展示出的锐利致密的切削性能
对应各种各样的加工形态
APX可进行斜面加工等各种3维加工。
Al-Ti-Cr-N类多层涂层MP61/MP71/MP91系列
低切削阻力刀片,超群的切屑形状
优异的耐崩刃性,寿命稳定且可延长!
SUF/SRF系列

产品介绍
SUF/SRF系列精加工用立铣刀
1. 刀片座的清洁
使用风冷、刷子等将刀片座进行清洁。
2. 刀片的安装
刀片的凹槽记号侧与刀柄的螺钉夹紧侧相对插入(仅限SRF型刀片)。
把刀片紧紧地压在刀片座上,用夹紧螺钉夹紧。
确认对好后,使用附带的防止烧熔剂,用推荐的夹紧扭矩拧紧。
MP735系列

产品介绍
不锈钢车削加工用PVD涂层硬质合金材料
与以往(Al,Ti)N相比,Al含量大幅提高
采用Al含量大幅提高的新技术“高铝技术”,
表膜硬度提高且高硬度相稳定,
超耐热合金车削加工时的耐磨损性、
耐前刀面磨损性、耐粘结性大幅改善。
IMX系列

产品介绍
「硬质合金(刀头)」+「硬质合金(刀柄)」的两面固定
iMX立铣刀系列将整体刀具与可转位刀具的优势集于一体,
可实现高精度、高刚性、高效率加工,
是具有划时代意义的刀具系统。
•刀头与刀柄的连接面均采用硬质合金材料,
以确保刀具刚性接近整体刀具。
•拥有可对应各种加工用途的可换式刀头,经济性优异。
适合各种用途的最佳材料
螺纹部为钢制,因此连接部的可靠性远远高于以往产品。
亦可对应高负荷切削。
型腔加工至精加工可实现刀具的集约,提高整体加工效率。
VFPSRB-SP系列

产品介绍
高精度涂层圆弧头立铣刀
采用无缝形状可抑制崩刃,
采用修光刃、大倒锥可实现高精度加工。
以刀具中心为基准的高精度刀尖圆弧半径R精度
连续的R刃、与后刀面无缝连接,可实现稳定的加工面。
配备修光刃,可实现光泽的表面精加工。
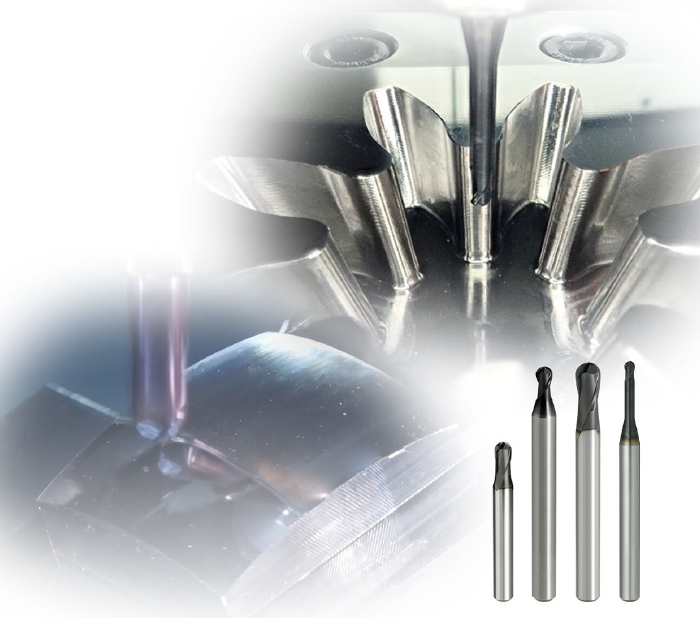
MP系列

产品介绍
2刃高精度MP涂层球头立铣刀
1.采用了新PVD涂层「(Al,Ti,Cr)N叠层涂层」。从碳钢到50HRC程度的高硬度钢,应对于广范围的被削材,能发挥出优秀的耐磨损性。
2.采用适合于精加工的先端形状,实现了良好的模具加工面。
3.球头立铣刀刃和外周刃之间采用了无接缝刃型。同时使用球头立铣刀刃和外周刃加工模具的拔模等时,表面粗糙度比之前的产品有所提高。

公司介绍

三菱综合材料1871年始于日本,是全球知名的有色金属综合制造商,其数控刀具等五金产品享誉国际。
三菱综合材料集团,自二十世纪90年代进入中国以来,在多地设立了制造企业、销售公司及代表机构。目前业务涉及汽车零部件、电子元器件、加工工具、环保·能源及金属·陶瓷·化合物等诸多领域。
三菱综合材料集团以长年积累的金属加工方面的技术和专利知识,支持着各领域产业的发展。在产品制造工序中切削、研磨、钻孔等机械加工离不开超硬工具、金刚石工具;安装于汽车、电气产品等关键部位的烧结机械零件、小型电动机、触点;被广泛使用在基础工业和尖端科学领域的耐热、耐腐蚀、耐磨损、功能性材料、精密锻铸造产品等高性能材料,都是代表时代最前沿的技术。
产品咨询
立即联系
切削工具、机床配件
负责联系人信息
电话:
13764568554邮箱:
sg_he@leeport.com.hk联系人姓名:
何思光产品咨询


扫一扫关注
力丰集团 官方微信公众号